1. What Is Blow Molding?
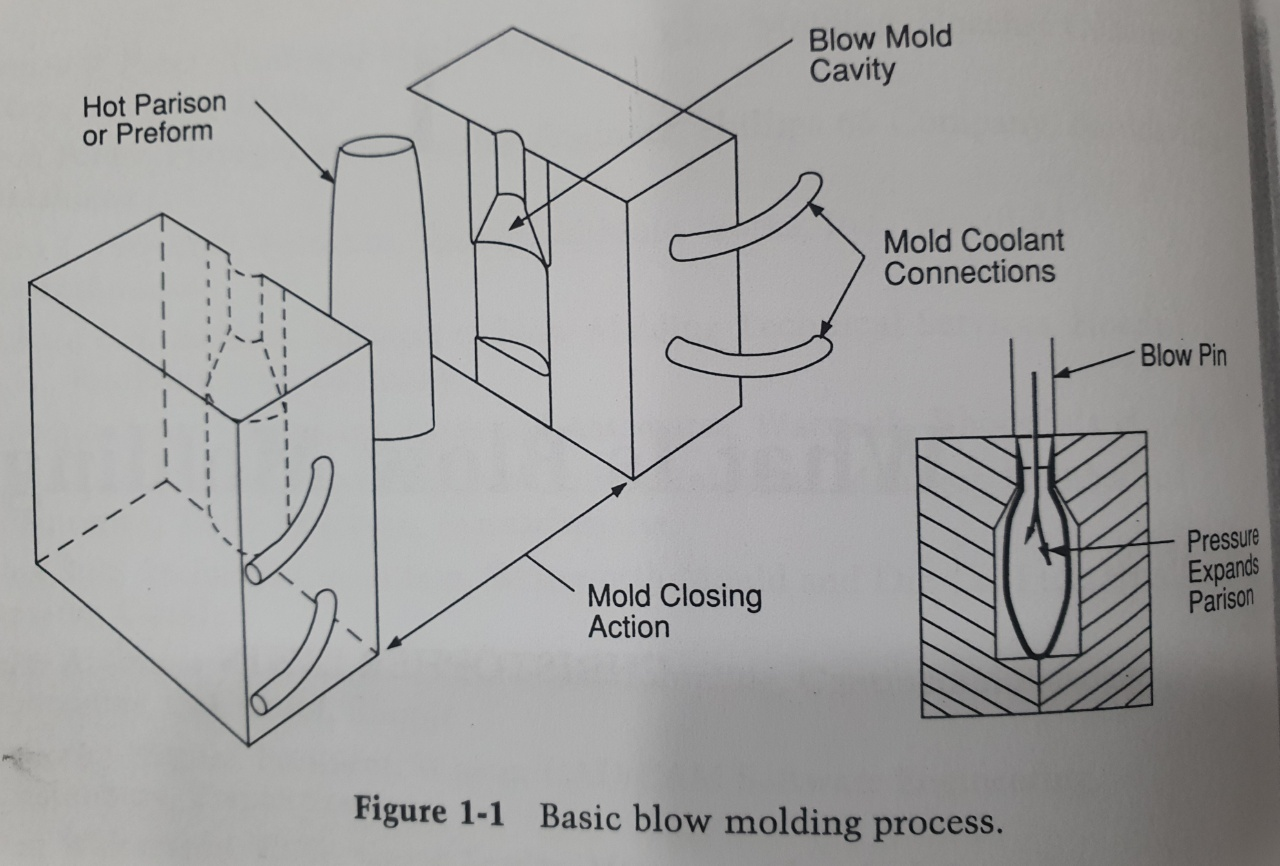
ㆍThe basic process has two fundamental phases. First, a preform (or parison) of hot plastic resin in a somewhat tubular shape is created. Second, a pressurized gas, usually air, is used to expand the hot preform and press it against a female mold cavity. The pressure is held until the plastic cools. This action identifies another coomon feature of blow molded articles. Part dimensional detail is better controlled on the outside than on the inside, where material wall thinkness can alter the internal shape.
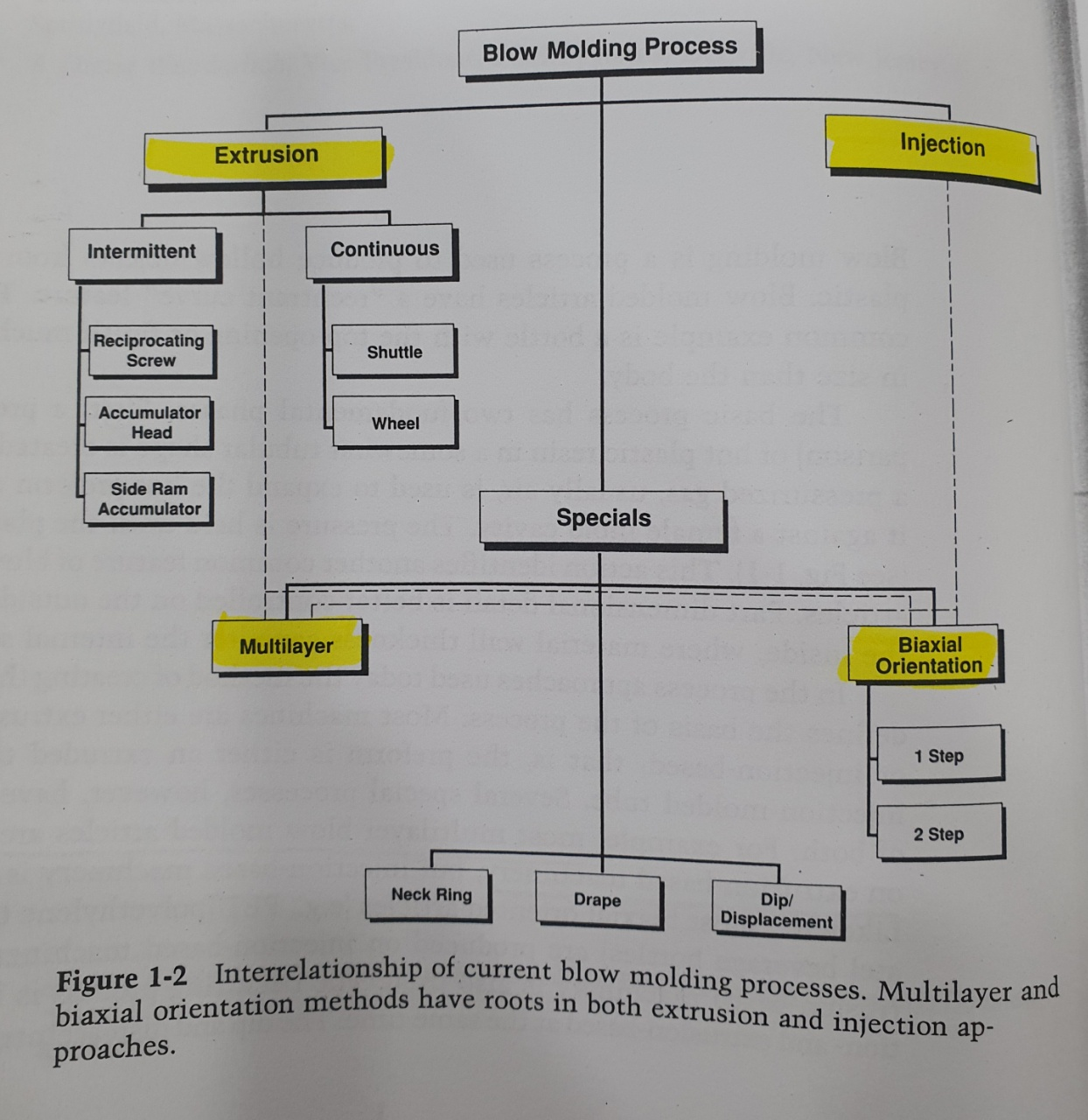
ㆍMost multilayer blow molded articles are produced on extrusion-based machinery.
ㆍThe explosive growth of the blow molding industry was caused by several factors, but the most significant was the development of high-density polyethylene. The process and the resin go hand in hand, and a vast majority of all blow molding still is based on this materail.
ㆍIt is obvious that blow molding of plastic resins traces its roots to the blow molding of glass.
vCellulose nitrate is highly flammable, and working with it was very difficult.
ㆍPolyethylene, in particular high-based polyethylene, was most responsible for the development of blow molding, however, polyethylene was expensive, Polyvinyl chloride (PVC), with visual clarity, was often considered as an alternative. Unfortunately, because of its thermal sensitivity PVC was and still is a difficult resin to process.
1800 BC - Egyptian royal tombs record the art of glass blow molding
1872 'Celluloid' trademark registered
1919 Cellulose acetate commercially available
1933 discovered the high-pressure polymerzation of ethylene, producing low-density polyethylene (LDPE)
1936 PLAX Corp (U.S.A.) granted a patent for the first plastic, "flexible bottle"
1957 First HDPE bottle produced
1968 biaxially oriented polyethylene terephthalate
1969 Monsanto (U.S.A.) produces an experimental Coca-Cola bottle from methacrylonitrile/styrene
1970 DuPont (U.S.A) produces an experimental beverage bottle from biaxially oriented PET resin. DuPont receives patent in 1973
1970 Coca-Cola test markets the world's first plastic carbonated beverage bottle
1975 begin to offer commercia blow molding equipment for biaxial orientation of PET. The equipmen is based on the two-step process, in which the preform and bottle are produced on separate machines in separate operations
1976 First PET bottles for a commercial filling application, for Pepsi-Cola, molded by Amoco, Inc. (U.S.A.)
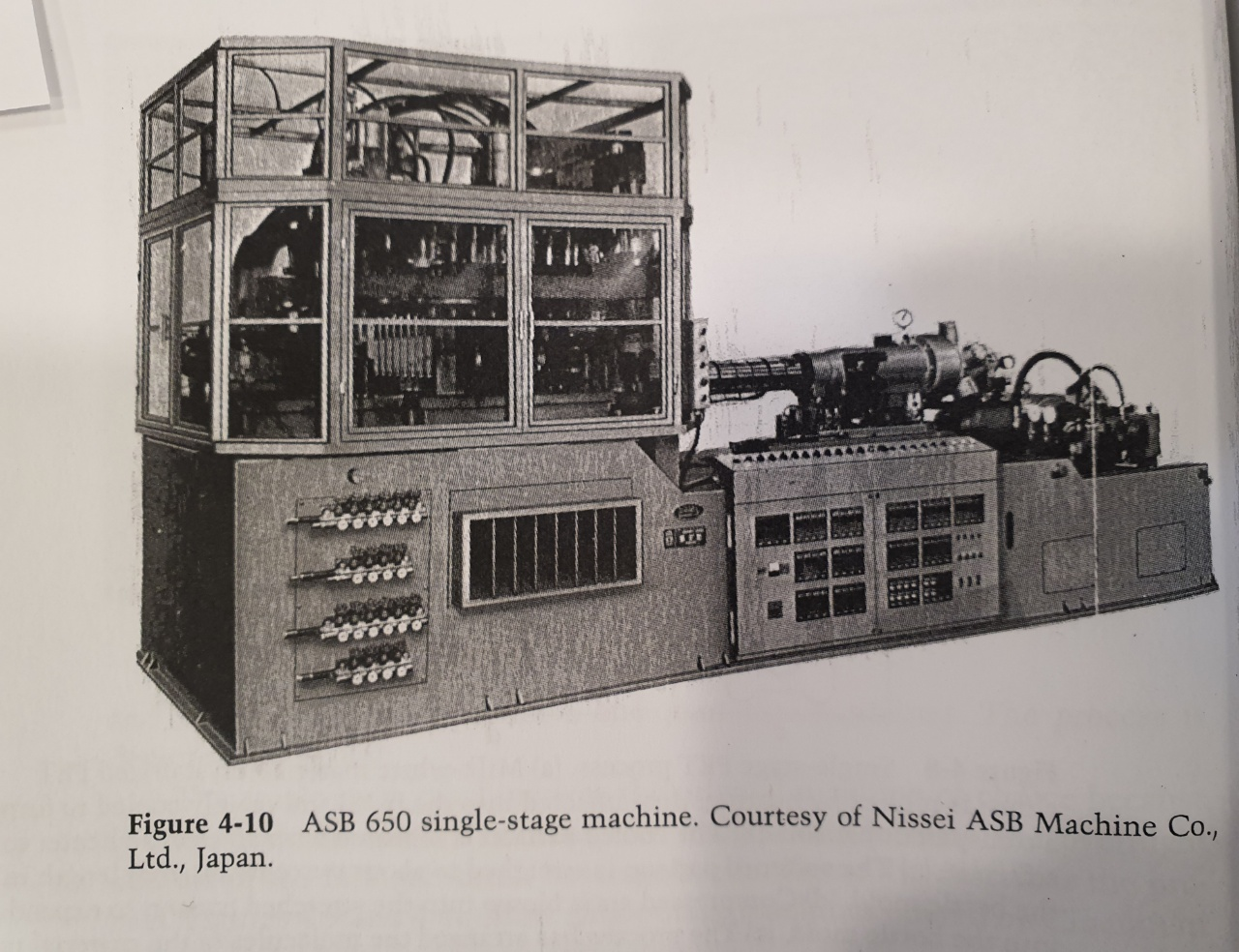
1977 Nissei, ASB (Japan) begins to offer biaxial orientation PET blow molding equipment based on the one-step process, in which the preform and bottle are produced on the same machine
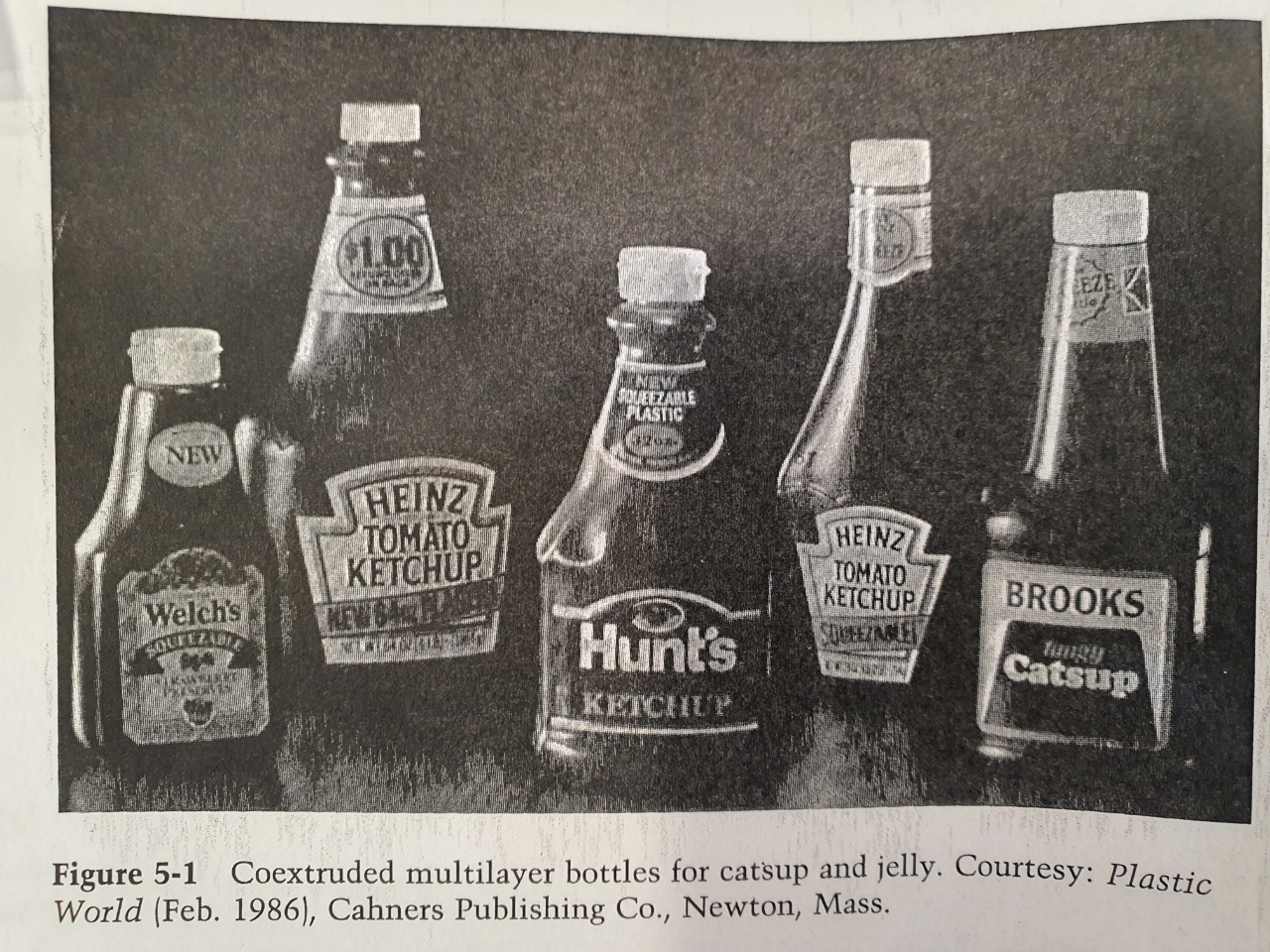
1983 Multilayer blow molding comes to the US with the introduction of the Heinz catsup squeeze package
Section 1. Processes and Equipment
2. Extrusion Blow Molding
ㆍBlow molding is the forming of a hollow object by 'blowing', a thermoplastic molten tube called a parison in the shape of a mold cavity. Extrusion blow molding is the most widely used of many blow modling methods.
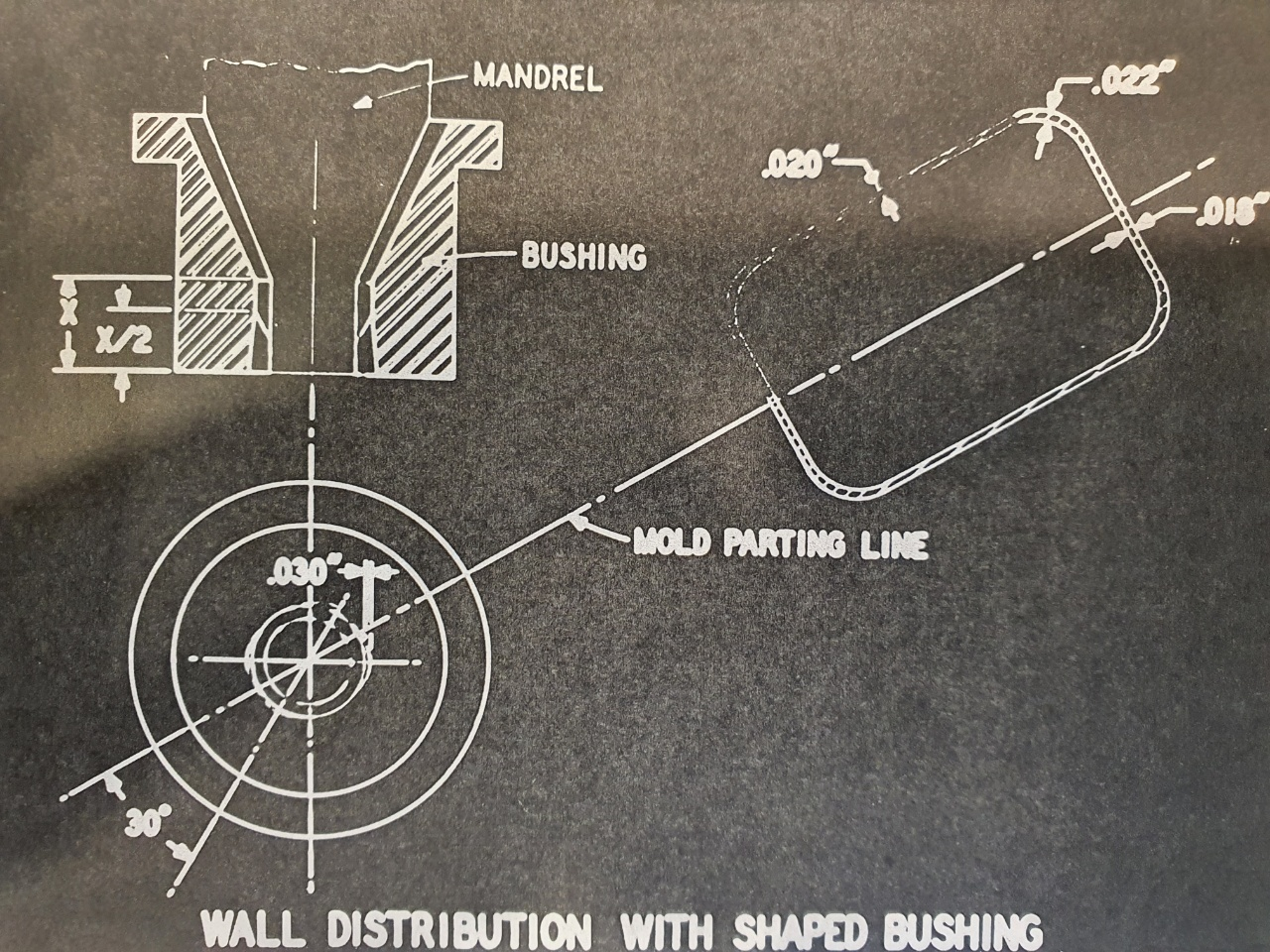
ㆍControl of wall distribution is the heart of blow molding. There are two primary techniques in extrusion blow molding for controlling wall distribution: 1) Programming and 2) Die shaping
1) Programming is the control of the wall thickess, from top to bottom, of the parison as it emerges from the die head tooling during extrusion
2) In die shaping, sectors of the die busing or mandrel are machined to thicked the parison longitudinally in those areas where the part being formed requires greater thickness.
The diameter of the die tooling is very important, for it determines the parison diameter.
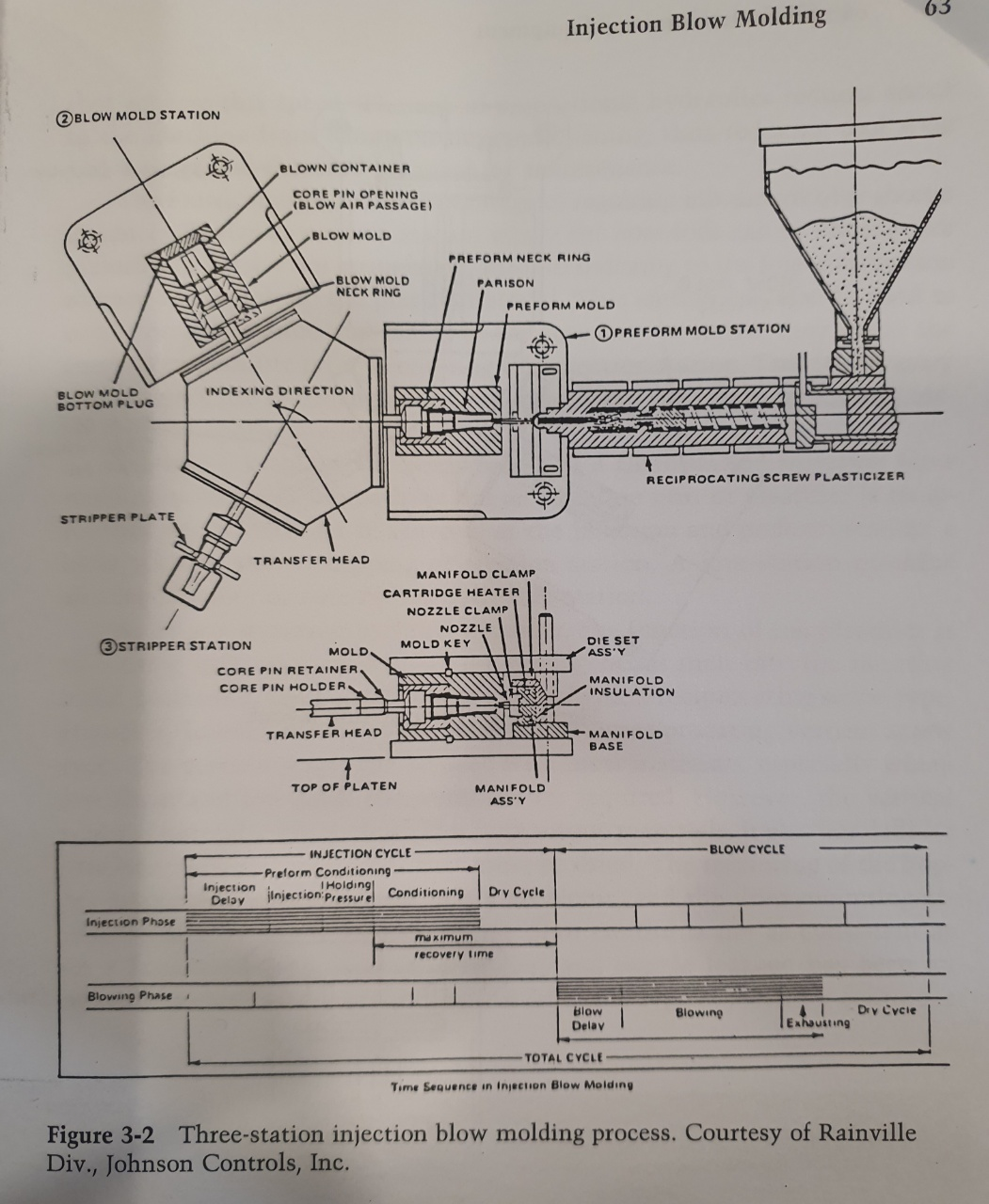
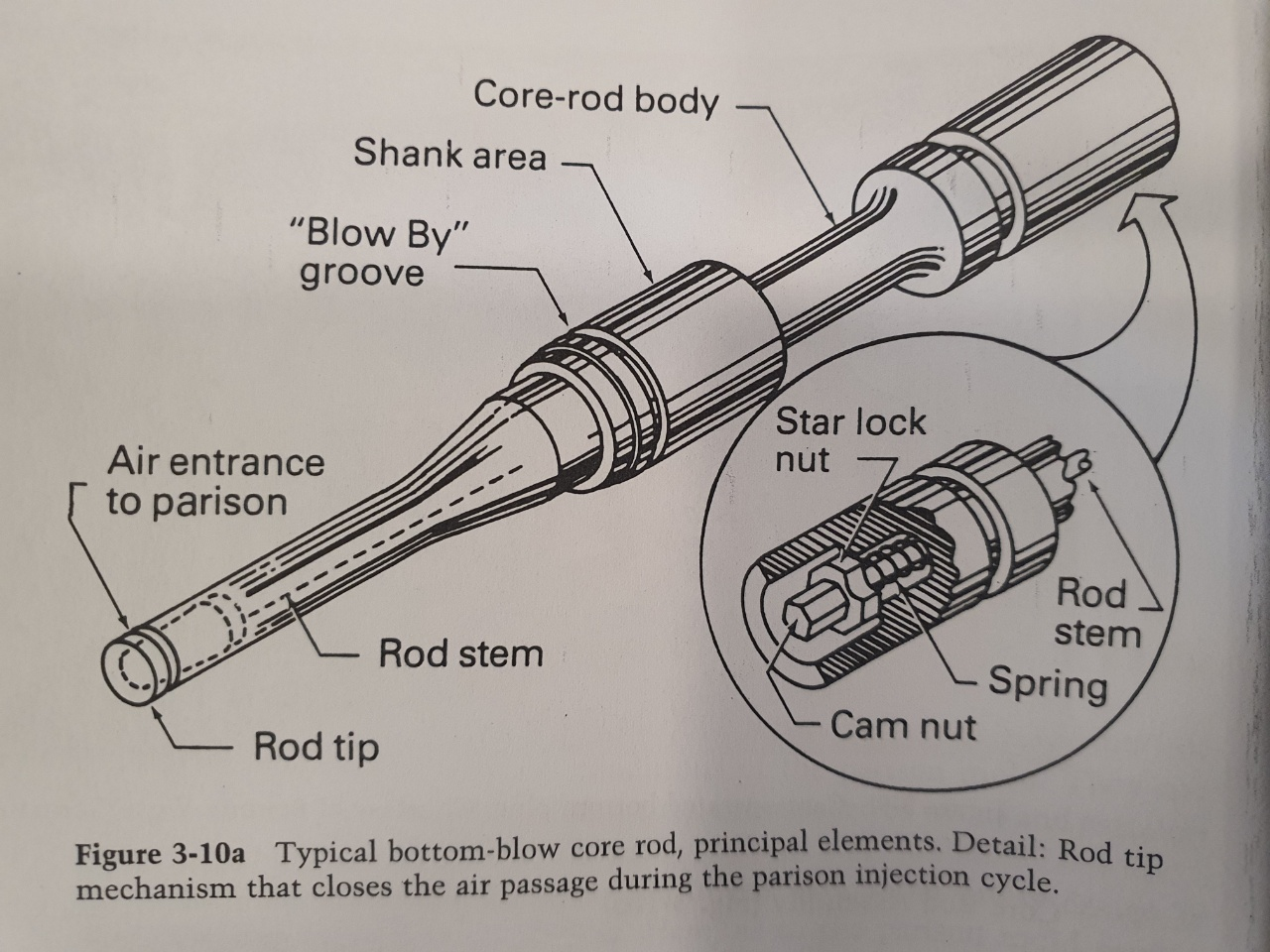
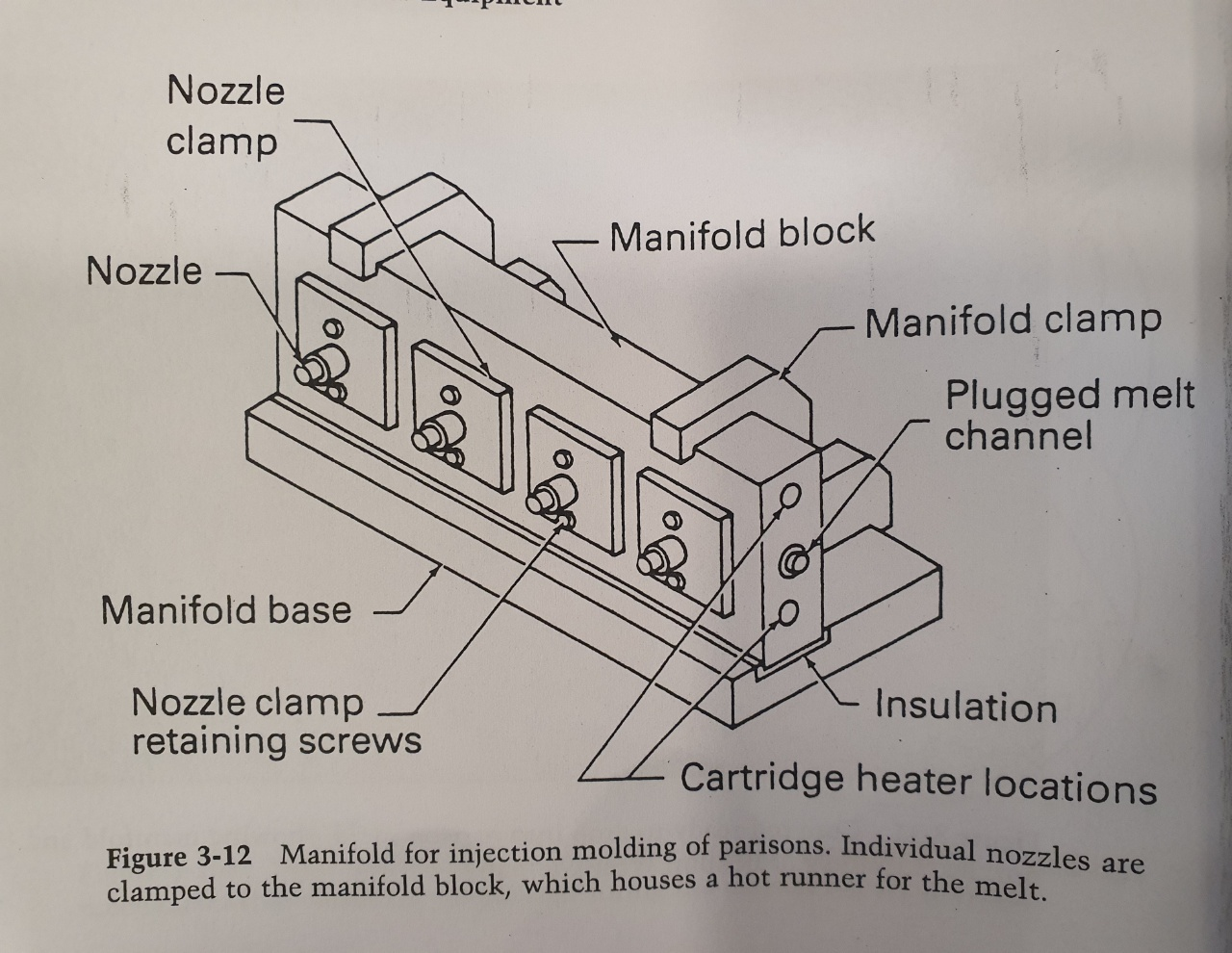
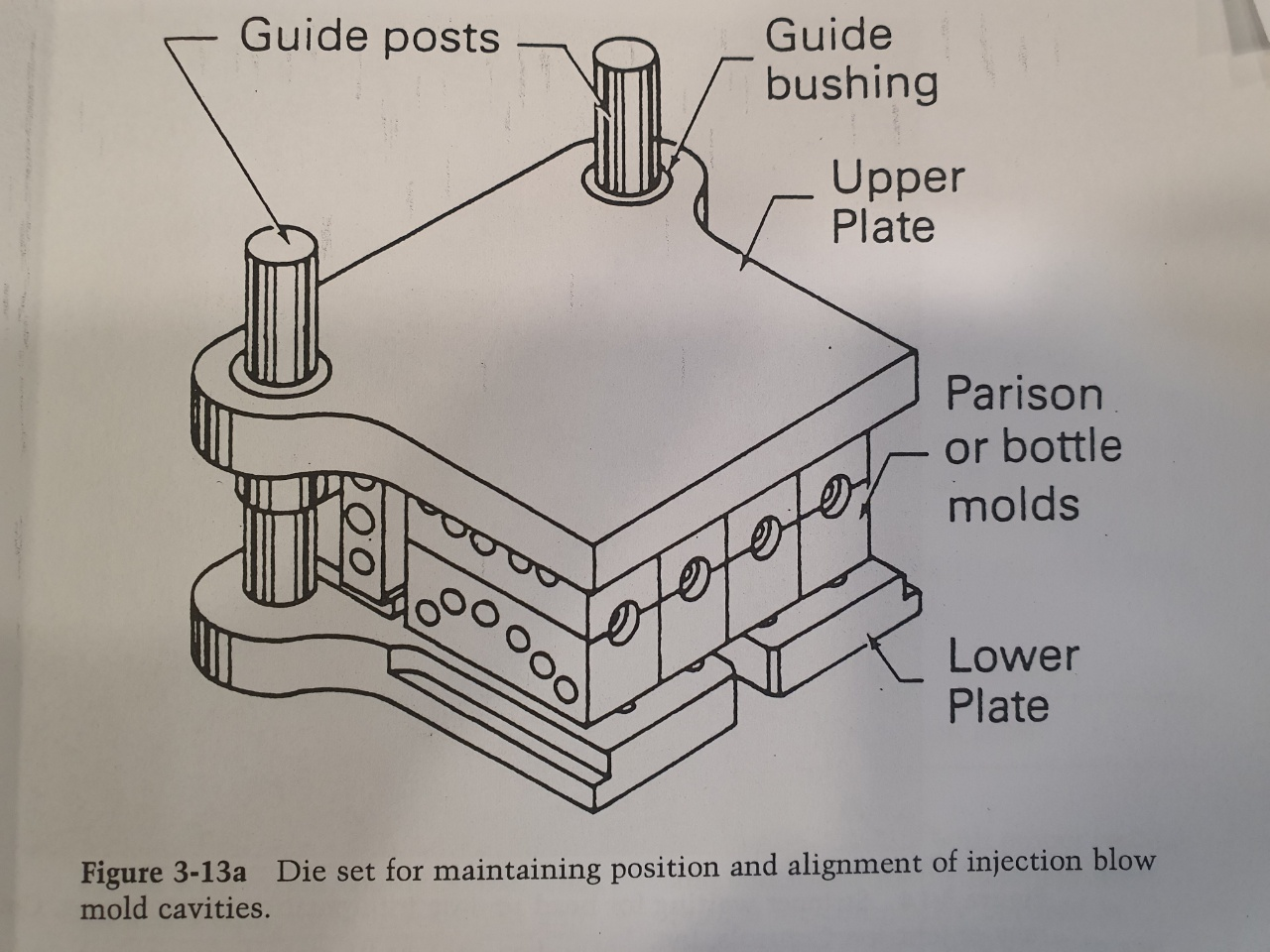
3. Injection Blow Molding
ㆍInjection blow molding combines injection molding with blow molding.
ㆍPreform design and production is the heart of the injection blow molding system Each container shape has its own preform design and therefore tooling own core and rod design
ㆍThe container should have a blowup ratio of 2.5:1 or less for optimum processing.
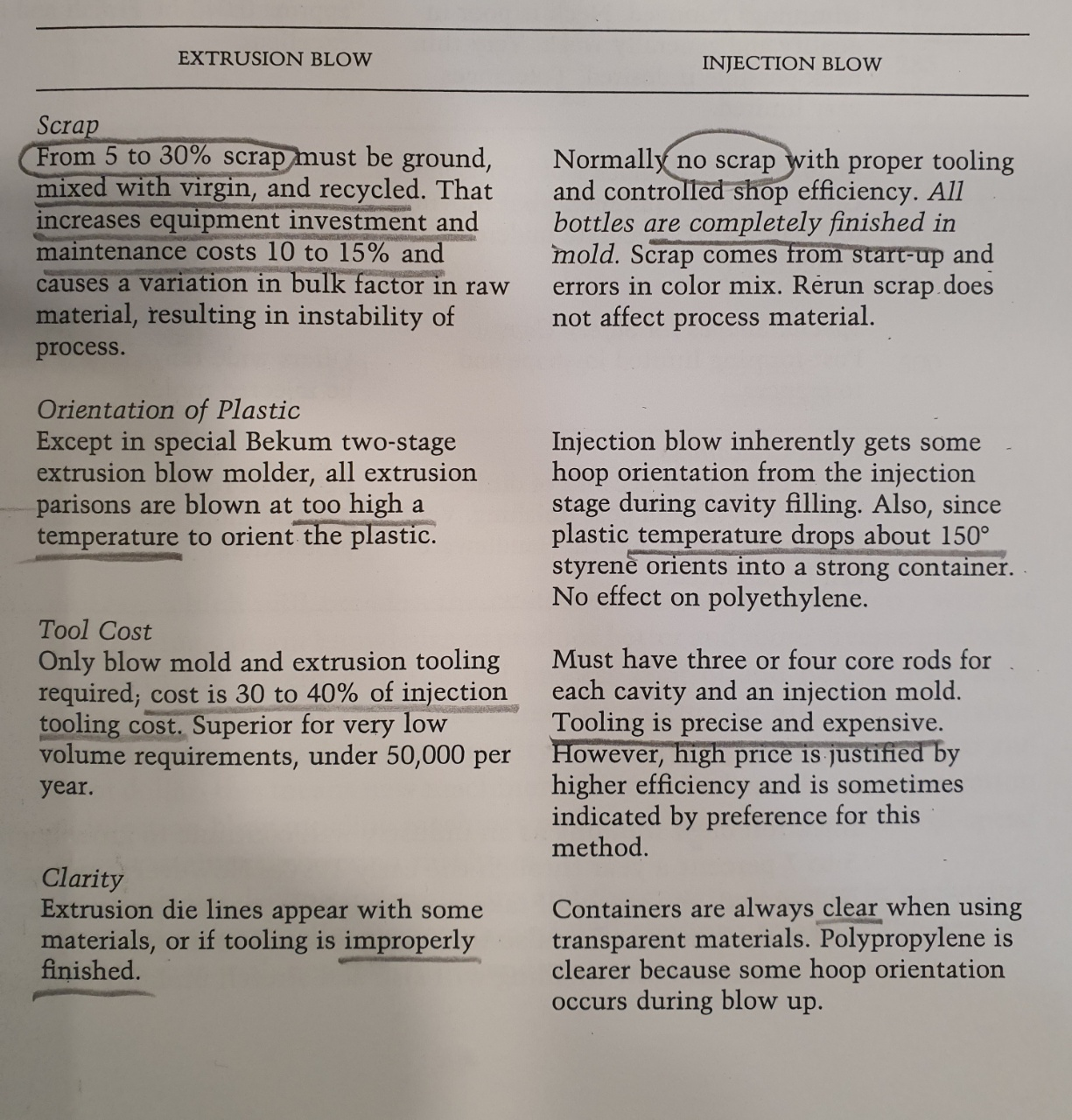
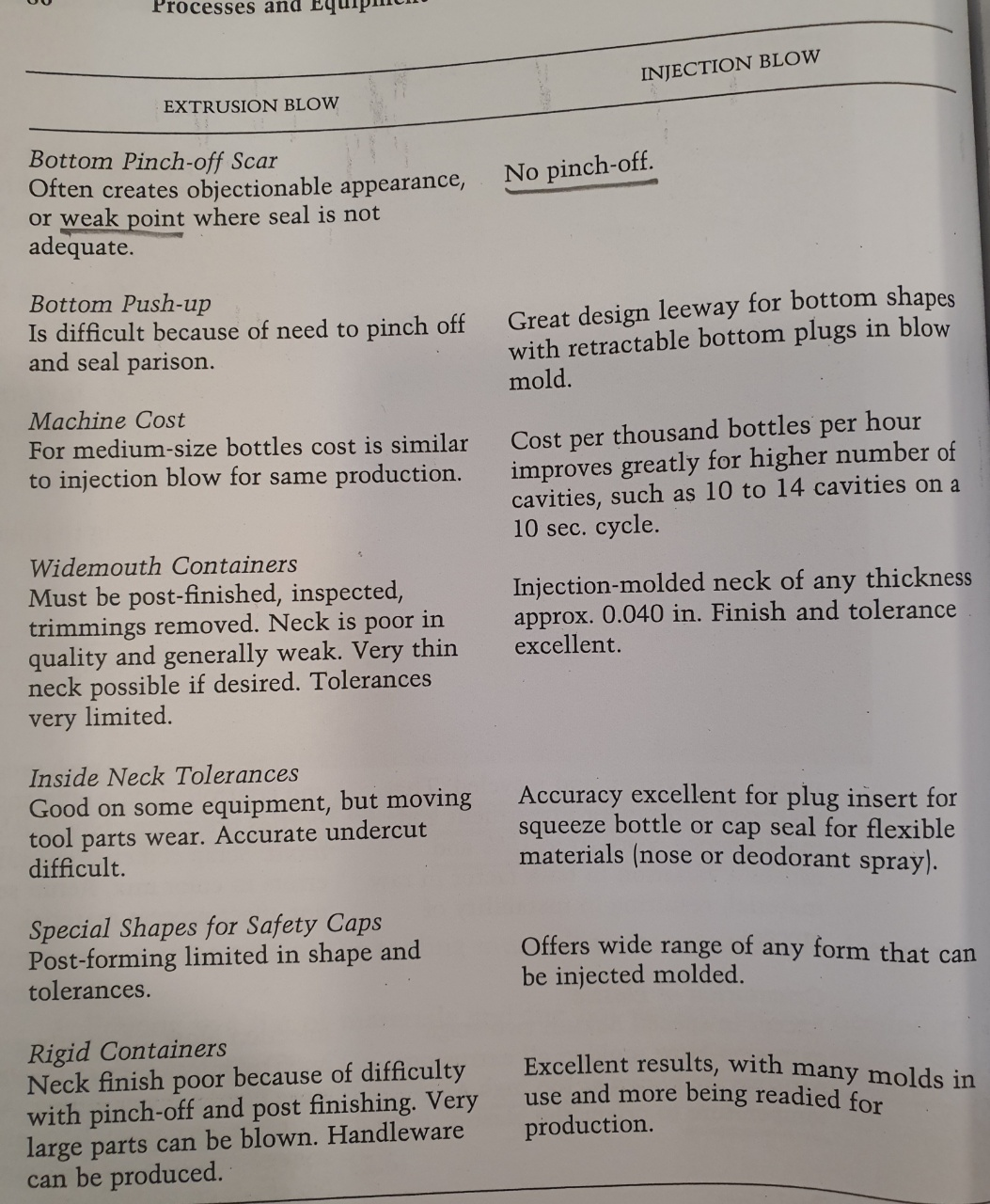
Extrusiton Blow VS Injection BLow
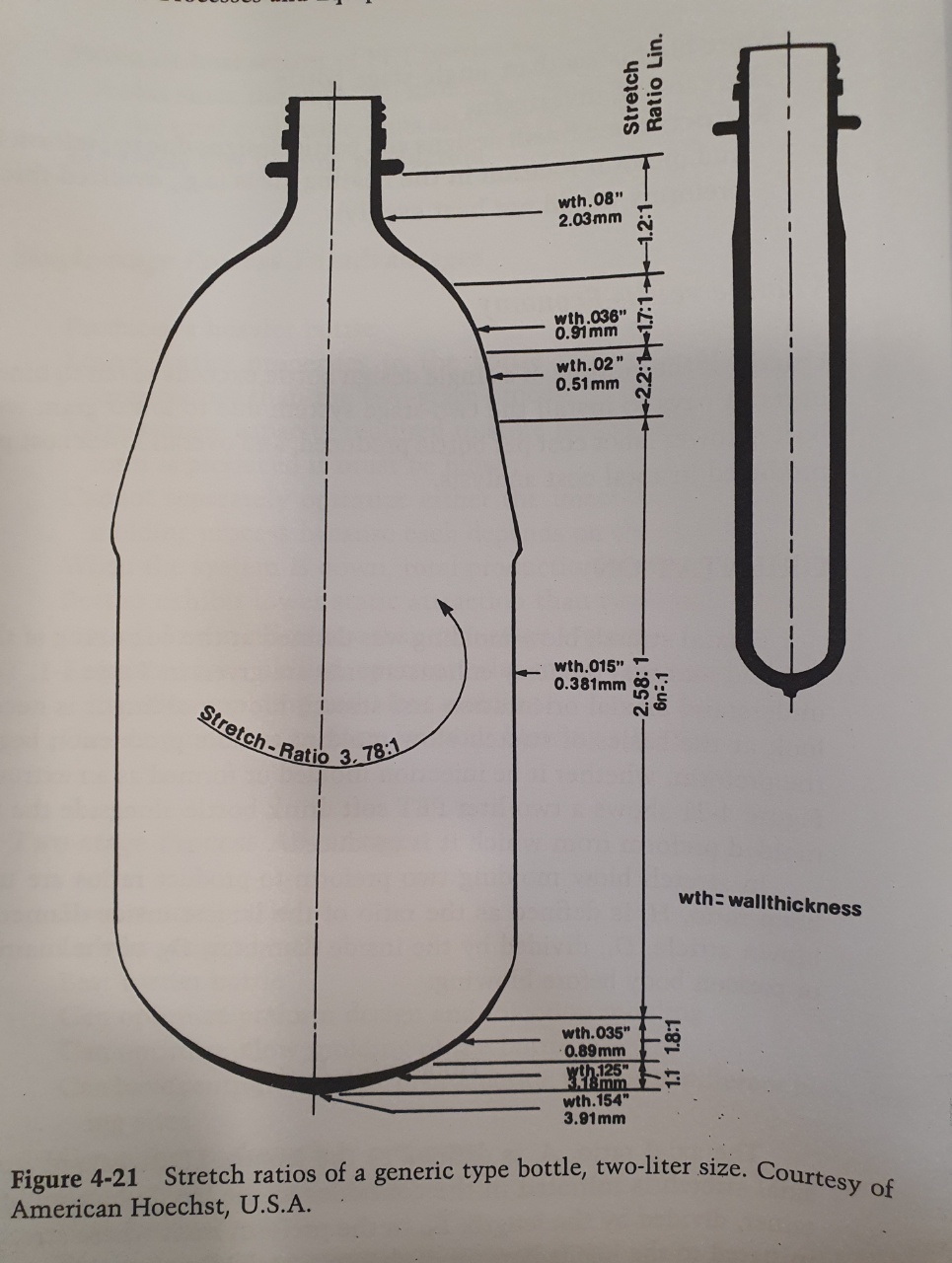
4. Stretch Blow Molding
ㆍBiaxial stretch blow molding is the method of producing a plastic container from a preform or parison that is streched in both the hoop direction and the axial direction when the preform is blown into its desired container shape.
ㆍNissei of Japan introduced its first single-stage machine, the ASB 650, for production of PET beverage bottles in 1978.
ㆍEquilibration is one of the most important steps in producing a quality PET stretch blow molded container. Since the preforms are heated by infrared energy, the heat to the outside skin of the preforms is higher than to the inside skin. Upon exiting the oven, the outside skin can be as much as 19' hotter than the inside skin. In equilibration, the outside skin temperature drops while the inside skin temperature rises due to the residual heat in the material between the two skins.
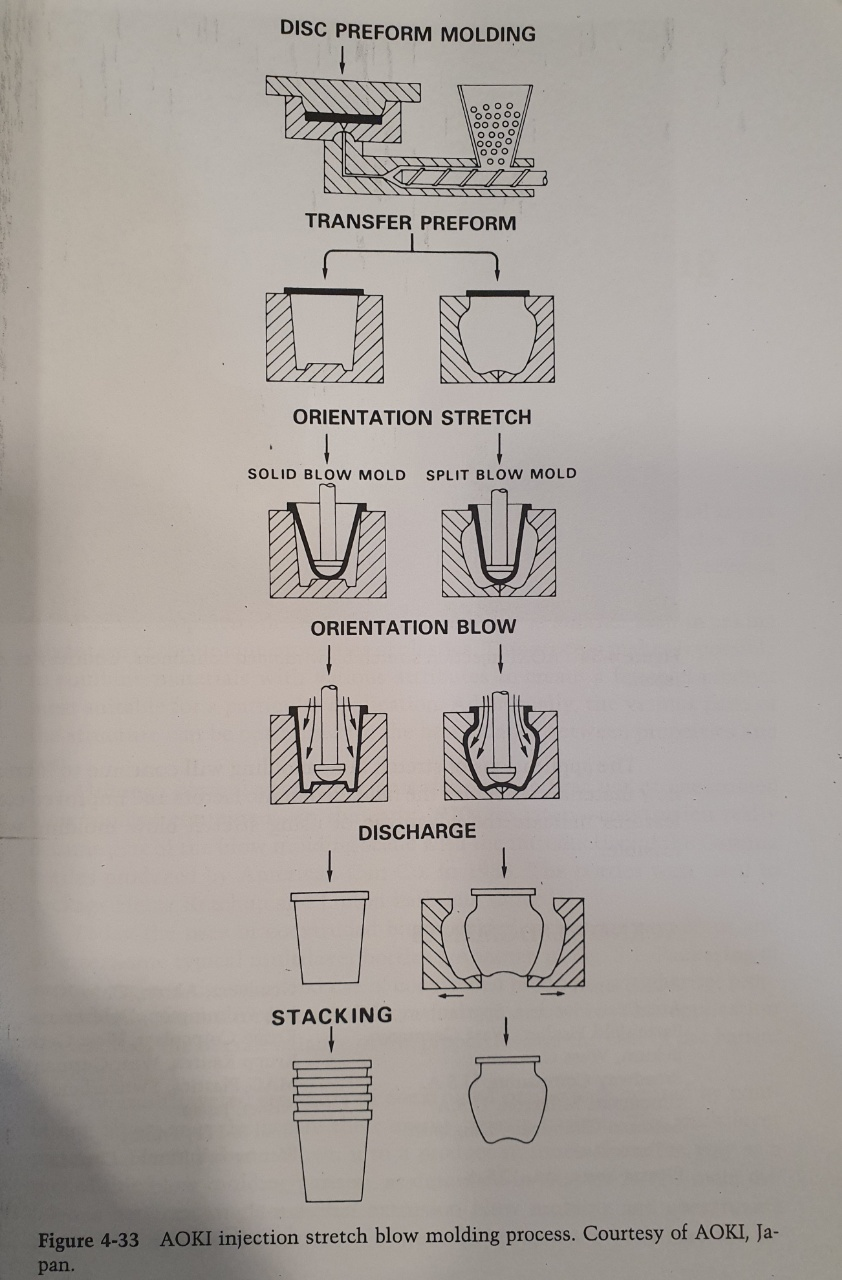
ㆍIn 1986 AOKI of Japan introduced injection orientation blow molding. AOKI has taken advantage of new resins, such as PET, and improved polypropylene and polycarbonate resins.
5. Coextrusion Blow Molding
ㆍCoextrusion blow molding refers to products which contain several layers in their wall structures and to the technology to produce such articles. The layers can be of the same material, colored material and not colored, recycled material and virgin, or of different materials.
ㆍThe simplest coextrusion structure is a two-layer combination.
ㆍThe total amount of EVOH that can be mixed is limited and should be kept under 15%.
ㆍThe basic parameters for good coextrusion blow molding die design are the same as for any monolithic extrusion blow molding die.
6. Other Blow Molding Processes
Section 2. Auxiliary Processes and Equipment
7. Auxiliary and Materials Hadling Equipment
ㆍHopper loaders
ㆍDryers
ㆍSilos
ㆍSystems
ㆍWater Systems
ㆍGrinder and Regrind Use
ㆍPost-Molding Part handling
8. Reclaiming Plastic Blow Molding Scrap
9. Mold Temperature Control
10. Postmolding Equipment
11. Decoration Equipment and Processes
ㆍDecoration may be carried out by coating, printing, or labeling.
ㆍSolvent cleaning may consist of wiping, immersion in solvent, spraying, or vapor degreasing. Wipingis the least effective process and may result in distributing the contaminant over the surface rather than removing it. Immersion, especially if accompanied by mechanical or ultrasonic scrubbing, is a better process.
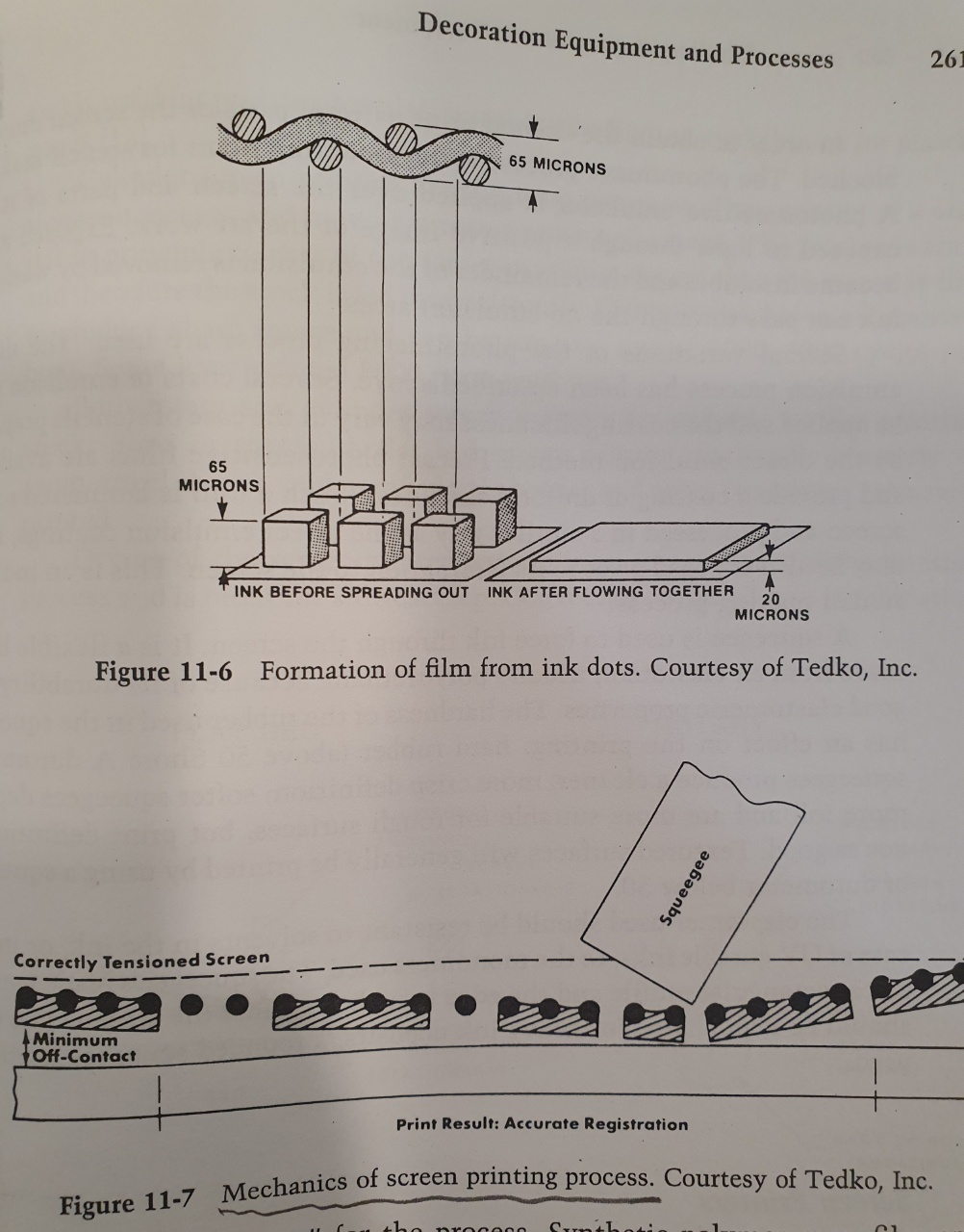
ㆍScreen Printing requires inks with special properties. The ink should have pseudoplastic flow properties.
ㆍScreen Printing
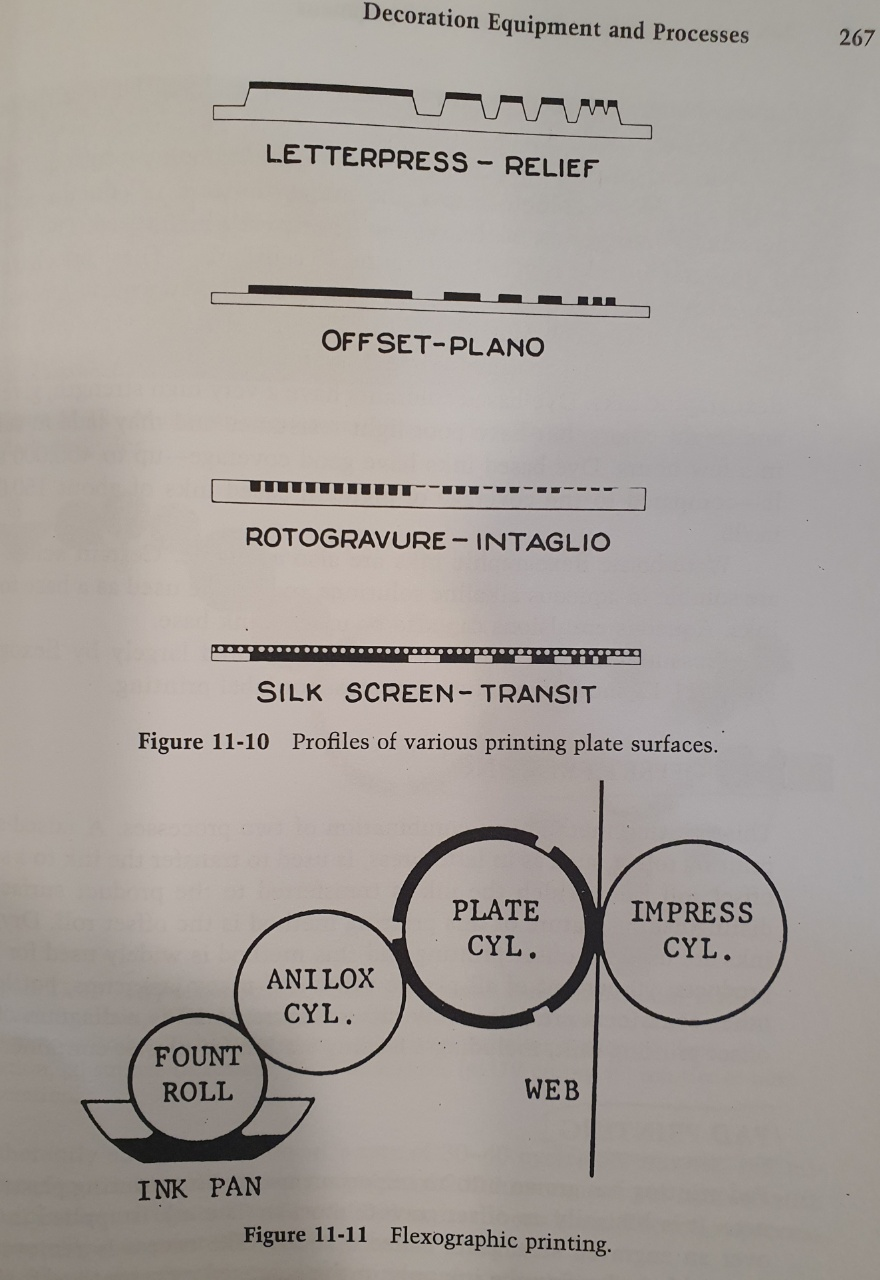
1. Flexgraphic Printing
1-1) Letterpress-Relief
1-2) Offset-Plano
1-3) Rotogravure-Intaglio
1-4) Silk Screen Transit
2. Dry Offset Printing
3. Pad Printing
ㆍHot Stamping
ㆍLabels and Decals
ㆍIn-Mold Labeling
Section 3. Plant Operation
12. Variables Affecting the Blow Molding Process
13. CIM in Extrusion Blow Molding
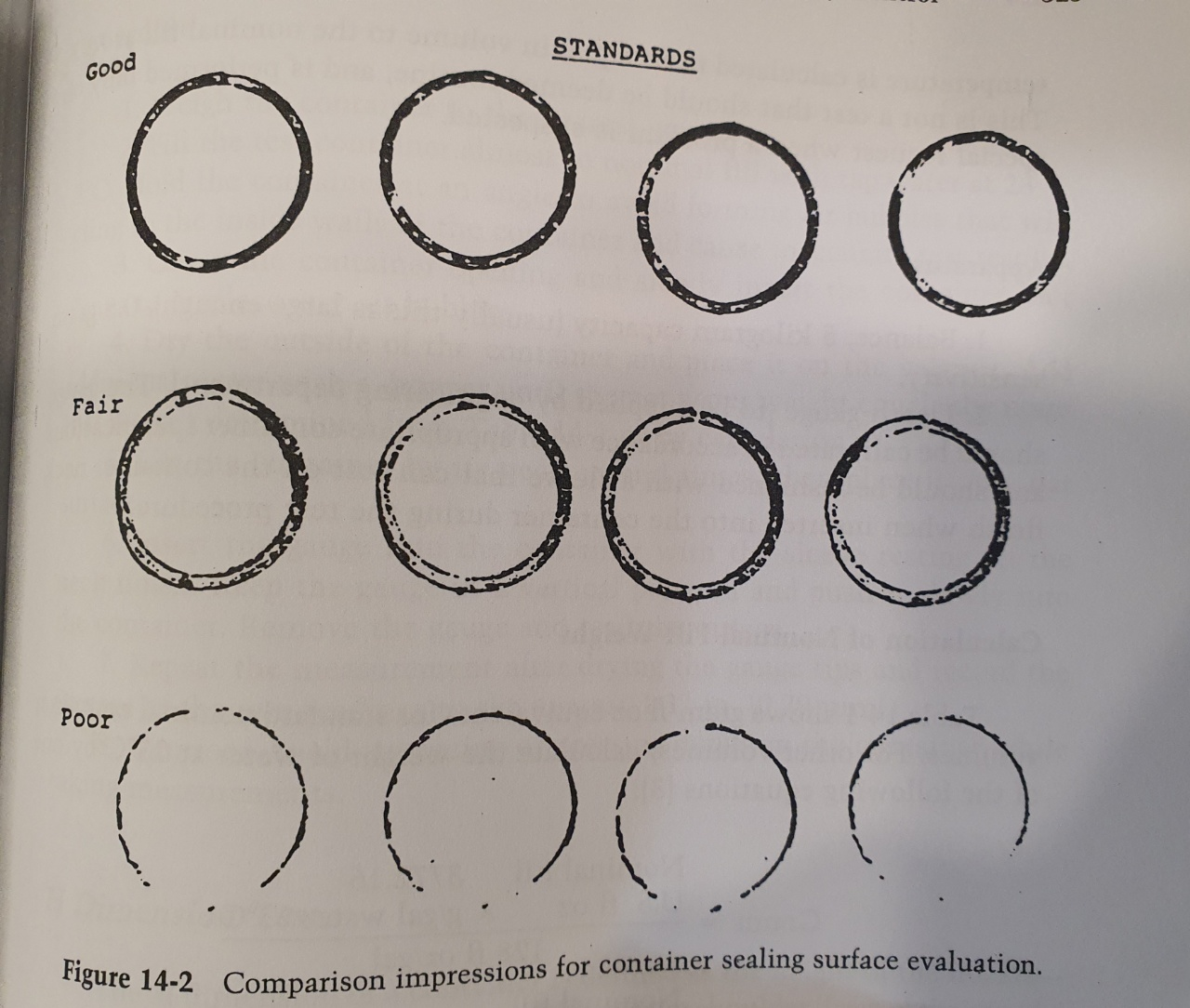
14. Blow Molding Quality Control
15. Safety
Section 4. Plastic Blow Molding Materials
16. Material Review
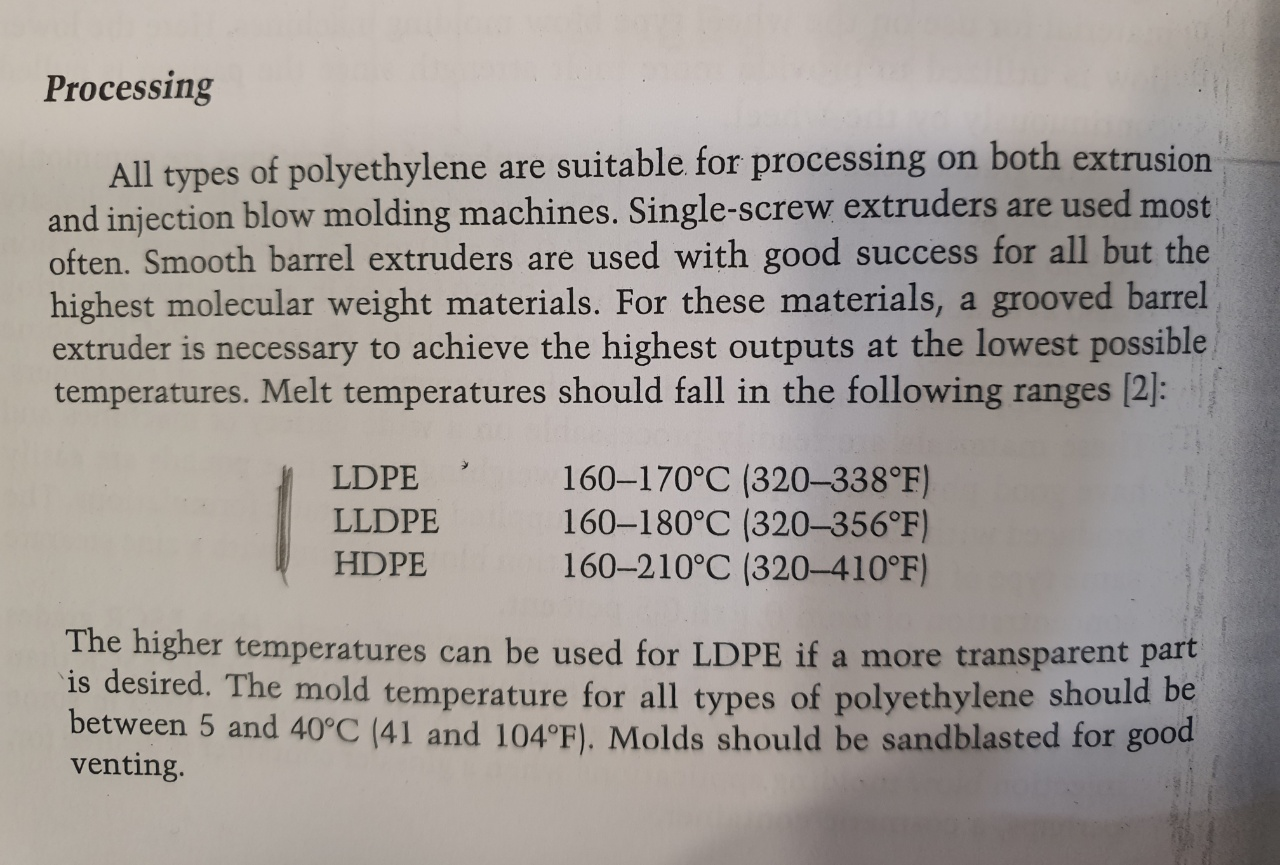
17. Polyethylenes and Polypropylenes
18. Polyesters
ㆍPET has a melt point of 247'. It has a density of 1.4 g/cc
ㆍPET has the IV value of 0.7 to 0.85 deciliter/gram
ㆍPET is processed almost exclusively in blow molding using a stretch blow process.
19. Polyvinylchloride
20. Engineering Plastics
Section 5. Product Design
21 Designing Products for Blow Molding
22. Computer/Container Preform Design
Section 6. Mold Design andn Engineering
23. Extrusion Blow Molds
ㆍThe success of any blow molding operation is dependent upon the molds which are used in this process. These molds must be accurate, efficient, durable and, most of all, cost effective.
ㆍMaterial for construction
1) Aluminum Alloy
This is attributable to the metal's high thermal conductivity, machinability, light weight, and resistance to corrosion. Its main drawback is that it is soft and easily damaged.
2) Beryllium-Copper Alloy
These alloy have excellent thermal conductivity, corrosion resistance, and mechanical toughness. Their chief drawbacks include high cost and poorer machinability than aluminium. Beryllium-copper alloys are about three times as dense as aluminum alloys, which further increases the cost.
3) SteelThis is based on its corrosion resistance and extreme toughness. Excellent surface texture is obtainable through etching processes. Its major disadvantages is its low thermal conductivity.
ㆍWhen processing polyethylene, the inner surface of the cavity must be slightly rougheded. Without this surface texture, a poor surface finish can be encountered, similar to orange peel. This is caused by poor venting of the cavity.
ㆍWhen highly tranparent or glossy bottles are to be produced, espeicially when using PET, PP, or PVC, it is necessary to polish the mold. Radial wiping using #360 grit can achieve an exellent surface and still allow air to escape to the parting line, Generous venting should be used on glossy containers. If desired, most materials can be plated.
24. Injection Blow Molds
25. General Mold Buying Practices
26. CIM for Plastic Part Manufacturing and Mold Design
'읽기' 카테고리의 다른 글
| 시골의사의 부자경제학 / 박경철 (0) | 2022.03.30 |
|---|---|
| 여행의 기술 / 알랭 드 보통 (0) | 2022.03.29 |
| 위험성평가 / 안전보건공단 (0) | 2022.03.29 |
| 센서티브 / 일자 샌드 (0) | 2022.03.29 |
| 프리메이슨 / 월터 L. 월름스허스트 (0) | 2022.03.29 |



